Since I’ve been at a standstill waiting for parts, I’ve been going over my parts supply and getting things organized again. It seems we’re all constantly working against entropy. While doing this, my bagged and sorted capacitors reminded me of a short article I wrote back in 2013 about component tolerances. I’ve decided to reprint it here for reference.
Component Tolerance and Parts Selection – April 2013
I thought I’d post a quick note about component tolerances. A lot of things have changed in component manufacturing in the last 40 or 50 years but you wouldn’t know it from the way most parts are marked. Take electrolytic capacitors for example. These components are often marked as +/-20% or more for value tolerance. But is this really the case? Do we really need to put so much design margin in our circuits to address this type of range? The short answer is no.
You see, 40 or 50 years ago, this tolerance band basically meant that there was real variance of the parts as they came out of assembly and values were all over the map from component to component. The way components were manufactured in the middle of the last century, there was significant touch labor (i.e. manufacturing steps performed by hand) and relatively slow assembly. This meant that in any one lot of components, there may be any of a number of people performing a particular task. This meant that the variability of component values was dominated by the assembly process and worker quality. So capacitors rolled by one person might average 10% high and those rolled by another person working three machines over might average 15% low. Because assembly was a slow process, all the components for several days might get mixed together into one lot. This meant that component to component variation within a lot could be relatively high.
Today the production of most components is performed on computer controlled high speed, accuracy, and repeatability machinery. This machinery operates fast enough that routinely an entire lot of components is produced in a single day on a single machine. What this means is that the variability of the components are now dominated by the characteristics of the materials used to produce them, not the manner in which they are produced. Since raw materials are routinely purchased in quantities large enough for many lots of components, this means that, within any one lot, the uniformity of materials and assembly is such that there is very little component to component variability.
But then why, you may ask, the large tolerance bands of these components? Shouldn’t they be +/-10%, or +/- 5%, or even +/- 1%? The answer to this question would be yes except for one simple fact: component manufacturers have lots of competition. This means that they need to keep costs low. Because component costs today are dominated by the raw material cost (because expensive and slow touch labor has been replaced by fast, precise, and relatively cheap to operate machines) the best way to control cost is to loosen up the specifications for the materials they buy so that they are cheaper. However, because the materials production is driven by the same modern manufacturing processes as the components, any one lot of raw material will likely be very uniform in characteristics even if those same characteristics don’t necessarily need to be tightly controlled. As such, components made from that lot will also have very close characteristics. The component manufacturer then “specifies” his parts as having a large tolerance band knowing full well that that variation will only be lot to lot variation and not component to component variation.
Take for example the following three capacitors I recently purchased for amplifier building. From one distributer I purchased five 47µf 450v capacitors and ten 100µf 450v capacitors for power supply filtering. From another distributer I ordered eight 220µf 35v caps for cathode bypass. These capacitors arrived in three pick bags, one for each value. It is a good guess that each of these different components came from a single lot. So lets look at the actual values of the components I just bought.
For each set of components, I measured the individual values and calculated the mean value, the spread about the mean in absolute value and percent, and the difference between the measured mean and the specified value. The results are presented below in tabular and graphical form. The graphs are called value-error plots. In such plots, data points occur on a straight line and the graphs give a quick visual indication of the overall spread in values and any bunching of values that might indicate multiple lots.
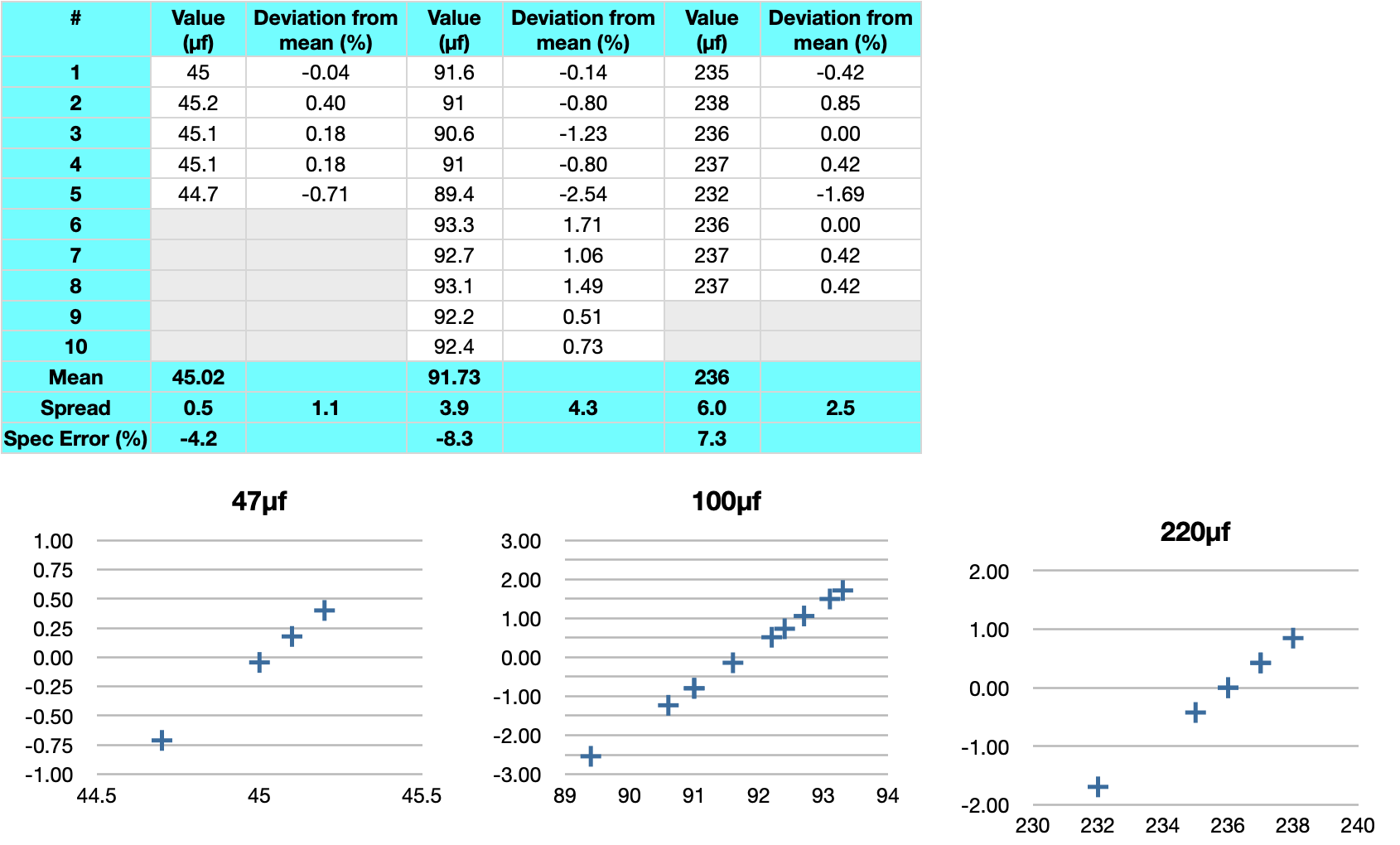
Looking at the data a couple of interesting points become evident. The first point is that each set of component values seems to be very regular (i.e. precise or repeatable). The total spreads in value for the 47µf, 100µf, and 220µf capacitors are only 1.1%, 4.3%, and 2.5% respectively. Given that tolerance is normally specified as a +/- value, we could call these capacitors 45µf +/-0.6%, 92µf +/-2.2%, and 236µf +/-1.3%. Specified in this manner these look like some very high grade parts indeed. The second point is that there is clearly a significant bias between the true values and the marked values of the components (i.e. the part marking is not particularly accurate).
Because of this type of component variability (high precision and low accuracy), it is not uncommon for OEMs (Original Equipment Manufacturers), especially OEMs of military equipment, to perform parts handling a little differently.
When most of us buy parts we tend to pick the values we want, order them from a web page or pick them off the shelf, put them in our parts bins and assume that they are the values as marked. OEMs often do this differently. They buy the parts according to what is generally called a Source Control Drawing or SCD. The SCD is a drawing or document that not only specifies the characteristics of the parts to be purchased, but also what is to be done with those parts when they arrive. Usually this includes some receival and inspection instructions like random testing, complete testing, or even sorting and remarking. In this way they know exactly what parts they have instead of just what was ordered. By doing this the OEMs can convert low cost bulk parts into higher value precision parts simply by binning and remarking.
So where does all of this leave us in the DIY community? What we are really interested in is making our projects work well. This means we need to know what values we have so that our calculations are correct and it means that we need to be able to build multiple channels (or monoblocks) that perform the same for our systems. This means measuring part values is a good idea.
For some parts, like resistors, I generally order 1% metal film parts, test a few, and assume that they are the value listed. For wire-wound resistors I generally order several 5% (because 1% are seldom available) and match parts as closely as possible. This is because these parts are generally cathode biasing resistors where I want channels to act the same. For capacitors, I generally go the full testing route. By always ordering enough for several projects (bulk ordering) and then marking them (or the container) with the actual mean value and calculated tolerance, I end up with consistent parts values and fewer problems with my designs. And in a few cases I have identified parts from different lots that were as much as 15% apart in value but otherwise very precise. The value-error plots make such mixed lot components very obvious.
As always, questions and comments are welcome.
Pingback: Can We Talk? | Cascade Tubes
I hadn’t thought of the impact of component variability on our diy work although I do measure the values before soldering to ensure they are functional. If I buy more than a few parts in future it would be a good idea to keep a record of the spread of values. It does take me back to my air pollution chemistry days where we had to follow standard procedures, mostly US derived to calibrate our instruments against known standards.
My personal experience (using a midrange DMM) is that modern parts (R and C) measure dead on within a batch and sometimes even lot to lot. As you said, parts are produced by automated systems, thus ensuring every part of a particular value is a virtual clone of of every other one of that particular type.